![]()
![]()
|
鋸 切
|
||
 |
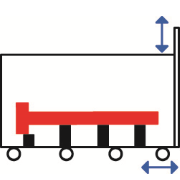
お客様の要求する商品を製造するために適切な材質と形状を選定し、鍛造に必要な重量または製品に必要な形状に切断します。 設備:鋸切断機・最大径φ1300 ガス(LNG)切断機・最大厚1000T |
 |
|
加 熱
|
||
 |
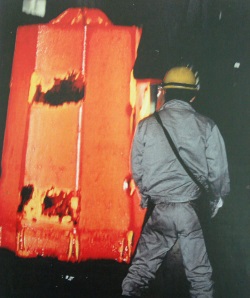
熱間鍛造加工を行うに当たって、加熱炉で素材を適切な加熱速度で昇温すると共に材質に適合した加熱温度で素材形状に応じた時間を保持し中心部まで加熱します。
通常の加熱温度:約1200~1250℃ 設備:固定床式加熱炉-2基、台車式加熱炉-2基 計100Ton/Ch |
 |
|
鍛 造
|
||
 |
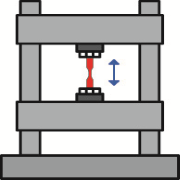
鍛造の目的は製品内部の品質を保するための鍛錬と、最終形状に近い状態まで成形し歩留まり向上を目指す成形の2つあります。 当所の鍛造方法はいわゆる火造りの自由鍛造方法と、型を使用する型込鍛造の2つから適切な方法を選択して製品造りを行っています。 設備:2400T油圧プレス、20T/50T・Mマニプレータ、 自走マニ-2台 |
 |
|
熱 処 理
|
||
 |
鍛造後の組織を緻密、均一にし必要な強度、靱性、延性を付与するために熱処理を行います。 主な熱処理の種類 ・焼準(ならし)(N)・・・約850~900℃で均熱後空冷 ・焼鈍(なまし)(A)・・・約850~900℃で均熱後炉冷 ・焼戻し(T)・・・約550~650℃で均熱後炉冷または空冷 ・焼入・焼戻し(QT)・・・約850~900℃で均熱後急冷し焼き戻す 設備:台車式熱処理炉-3基 計100T/Ch |
 |
|
試験・検査1(中間検査)
|
||
 |
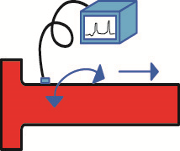
試験・検査は大きく分けて製品(余長部、別体)を破壊して特性を調べる破壊試験と、製品を破壊しないで調べる非破壊試験があり、
この段階では主に強度、靱・延性を調べる破壊試験を実施しています。
また中間検査として、超音波探傷(UT)などの非破壊試験も行っています。 設備: 引張試験機:max. 500kN、衝撃試験機:300J、各種硬度計 |
 |
|
機械加工
|
||
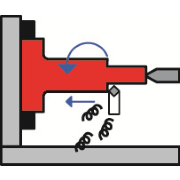 |
所要の寸法、形状に旋削加工します。加工形状は軸形状、リング形状、角ブロック、深穴加工形状など多種多様なものに対応できます。
加工能力は最大径:φ1,700、最大長:9,425L。 設備:大型旋盤、立旋盤、横中ぐり盤、深穴加工機(BTA)等 |
 |
|
試験・検査2(出荷前検査)
|
||
 |
出荷前検査として主に、寸法・外観検査及び非破壊試験を行います。
主な非破壊試験としては超音波探傷(UT)、液体浸透探傷(PT)、磁粉探傷(MT)があり、状況に応じ適切な試験方法を選択し品質を保証しています。 設備: 超音波探傷試験機-2台、磁粉探傷試装置-2セット |
 |
|
出 荷
|
||
 |
完成した商品を、お客様の要望に沿った日時、場所に安全に届けられる様、運送手段の選択と輸送中の損傷が生じない養生対策を施します。 |  |